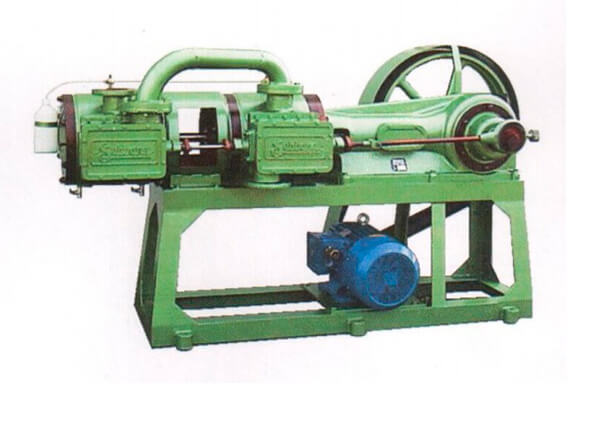
Estas bombas están diseñadas para ofrecer un funcionamiento continuo, trabajando en seco y siendo ideales para procesos químicos y farmacéuticos donde se requiera aspiración de gases contaminantes. Se destacan por su robustez extrema, garantizando un vacío sin contaminación. Además, su mantenimiento es mínimo, lo que asegura una operativa constante y fiable.